1. Tốc độ làm mát quá mức hoặc không đồng đều: Chênh lệch nhiệt độ lớn giữa bề mặt trên và dưới của tấm ngăn cản sự giải phóng ứng suất bên trong.
2. Lực căng quá mức trong máy kéo: Điều này gây ra sự kéo giãn theo chiều dọc quá mức, dẫn đến tấm bị co ngót và cong vênh.
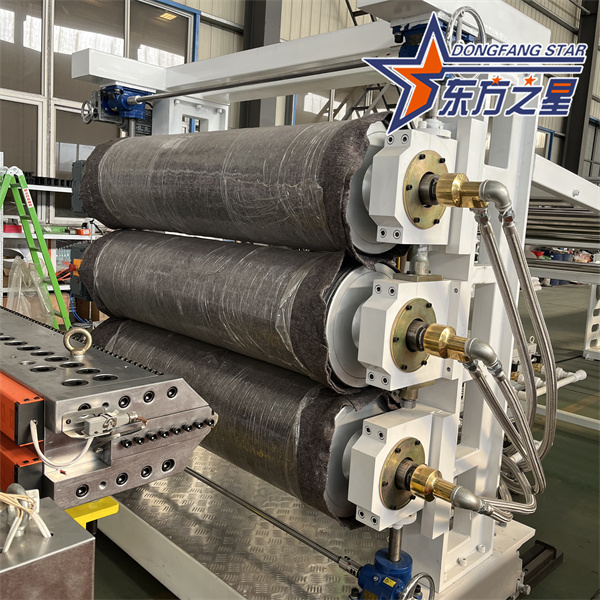

1. Kiểm soát chính xác nhiệt độ của máy cán ba cuộn bằng bộ điều khiển nhiệt độ khuôn để đảm bảo làm mát đồng đều bề mặt trên và dưới của tấm.
2. Giảm lực kéo để tránh bị căng quá mức; lắp đặt con lăn làm phẳng nếu cần thiết.